
Трубы – универсальный материал, который используется как при строительстве садовых качелей, так и для прокладки водопровода в доме. «Рукастые мужики» все хозяйственные вопросы такого рода решают самостоятельно. При этом, чтобы аккуратно согнуть трубу, необходимо наличие определенного опыта.
Казалось бы, достаточно приобрести заводской трубогиб, и «все будет путем». Однако на практике приходится иметь дело с широким разнообразием как материалов, так и параметров изгиба, которое универсальное оборудование не закрывает. Неизбежно приходится осваивать определенные приемы, а также использовать самодельные приспособления.

Содержание
Особенности и способы гибки труб в домашних условиях
Во время изгиба профилированного металла в нем возникают радиальные и тангенциальные силы, в результате чего возможен разрыв сечения и появление складок. Желая получить равномерный изгиб без деформаций, следует учитывать все параметры процесса.
Технологию следует выбирать исходя из материала трубы, геометрических размеров профиля, а также необходимого угла и радиуса изгиба. Оценивая перечисленные параметры, применяют специальную оснастку или выполняют работу вручную. При этом профиль предварительно нагревают либо гнут холодный материал. Возможно заполнение внутренней полости трубы песком или другим материалом.
Использование нагрева
При нагреве большая часть металлов их сплавов приобретают большую пластичность и меньше противостоят деформации. Данное правило действует в отношении алюминия, дюралюминия, стали, меди, латуни, алюминиево-железистой бронзы.
Напротив, такие металлы и сплавы как оловянистая бронза, серый чугун, сплавы цинка при нагревании становятся хрупкими. Таким образом, далеко не любой профиль имеет смысл разогревать при изгибе. Также не подвергают нагреву оцинкованные изделия, так как при этом цинковое покрытие повреждается.

Напротив, термопластичные материалы приобретают большую пластичность с ростом температуры. Разогретые металлические изделия становятся до 30 раз менее прочными, что заметно облегчает их изгиб. Длина прогреваемого участка детали определяется кратно диаметру трубы. Для изгиба 90º — в шесть раз больше диаметра, 60º — в 4 раза, 45º — в 3 раза больше диаметра трубы.
Однако при использовании нагрева нельзя переусердствовать, так как при слишком высокой температуре металл плавится и разрушается, в материал проникает кислород и происходит его окисление. Данный форс-мажор носит название «пережог» и при его возникновении материал не подлежит восстановлению.
Таким образом, используя нагрев при изгибе, необходимо контролировать температуру материала. Косвенной оценкой может служить известная температура пламени горелки и время разогрева. Признаком достаточного разогрева стали является ее покраснение до состояния окалины. К разогретому алюминию следует поднести лист бумаги и при его возгорании нагрев завершают. Так как металлы обладают высокой теплопроводностью, работая с разогретыми заготовками необходимо надевать специальные перчатки.
Наполним трубы песком или водой
Наполнение внутренней полости профиля песком или водой значительно упрощает работу. Для профиля квадратного сечения достаточного размера в качестве наполнителя используют жидкость. Вода должны быть чистой, а чтобы она не вытекала, концы профиля затыкают заглушками. Зимой деталь выносят на мороз, а летом воду замораживают в морозилке холодильника. Изгиб выполняют после разогрева профиля в пламени газовой горелки.

При выполнении изгиба с небольшим углом выбирают песок. Заполняя трубу нужно следить, чтобы в ней не оставались пустоты. Оба конца профиля следует заглушить, чтобы наполнитель не высыпался. Заготовку разогревают горелкой и выгибают, постукивая место изгиба киянкой.
Нам помогут шаблоны
Для контроля сложных изгибов в нескольких местах используют шаблоны. В простейшем случае это кусок проволоки, изогнутой как необходимо. Если готовое изделие можно разместить на плоскости, в качестве шаблона можно использовать саморезы, закрученные в лист фанеры. Трубу постепенно изгибают, периодически сверяя с шаблоном.

В условиях мелкосерийного производства шаблон может быть жестким, то есть превращается в оправку. В таком качестве может выступать стальная плита с рядом отверстий, в которые вставляются металлические штыри, исходя из формы будущего изделия. Для формирования изгиба с переменным радиусом готовится металлическая оснастка с зажимом.

Применение валков
Валки часто используют для выполнения изгибов металлического профиля, так как при их вращении уменьшается трение поверхности металла при его деформации. В результате приходится прилагать меньшие усилия, а деталь не получает повреждений.
С применением валков вполне реально изготовить самодельный трубогиб, который позволит изгибать достаточно длинные детали. Чаще всего применяется схема из трех роликов, два из которых выступают в качестве крайних опор, а третий создает давление в центре изгиба.
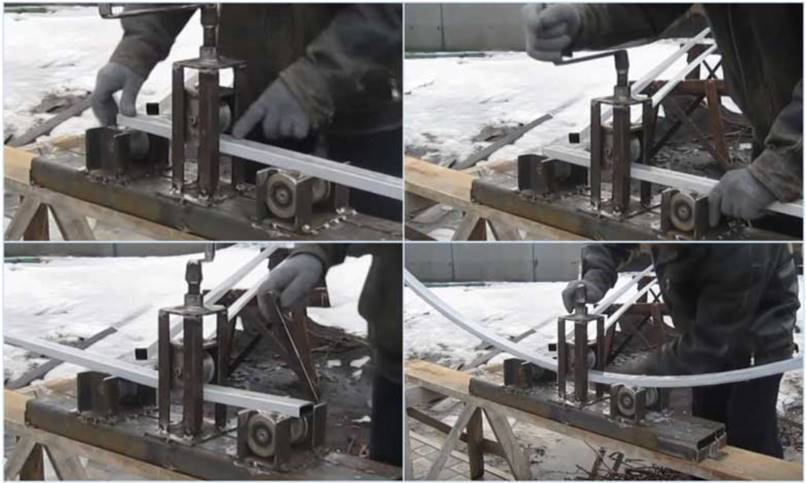
С помощью самодельного приспособления можно обрабатывать круглые трубы, прямоугольный профиль, пластины и уголки. С его помощью легко обеспечить постоянный радиус изгиба на большой протяженности детали. Такой трубогиб незаменим при изготовлении арочных конструкций больших габаритов для навесов. Приспособление будет обрабатывать заготовки большого сечения, если обеспечить достаточную жесткость и необходимые размеры конструкции.
Использование пружин
«Фокус» состоит в том, чту внутрь изгибаемого профиля вставляется стальная пружина подходящего диаметра. В процессе гибки она удерживает трубу изнутри от неправильной деформации. Перед началом процесса профильный элемент прогревают, а затем изгибают, пользуясь пассатижами. Таким способом можно изогнуть трубу из нержавейки диаметром 40 мм со стенкой толщиной 0,3 мм. Более прочный профиль будет зажимать и деформировать пружину.

Вместо пружины можно использовать пучок проволоки, которая проталкивается в трубу кусками поочередно. После выполнения изгиба отрезки проволоки вытаскивают из полости трубы так же по одному.
Простые способы или как согнуть трубу без трубогиба
Приведенные выше правила изгиба профильных элементов вполне эффективны, но не являются исчерпывающими. В зависимости от конкретных обстоятельств применяют и другие способы как в сочетании, так и по отдельности.

Работаем с профильной трубой
Трубы прямоугольного сечения применяются в домашнем хозяйстве при изготовлении теплиц, навесов садовых арок и прочих конструкций. Профиль легко стыковать, каркас из него удобно покрывать листовыми материалами. При этом аккуратно согнуть профильную трубу не просто. Для получения плавного изгиба без нарушений внешнего вида рекомендуется соблюдать следующие правила:
- минимальная длинна участка изгиба должна быть в 2,5 раза больше сечения профиля для тонкостенных труб с внешним размером до 20 мм;
- в случае труб с толстой стенкой кратность возрастает до 3;
- минимальная величина радиуса изгиба определяется теми же соотношениями.
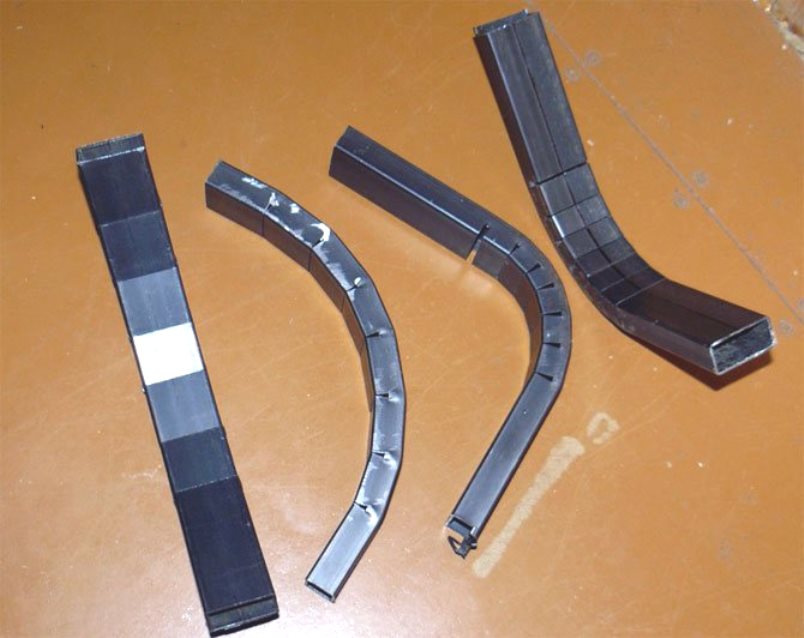
Учитывая сложность работы с профильным материалом при необходимости обеспечения малого радиуса изгиба, зачастую прибегают к подрезке материала с внутренней стороны. Болгаркой делают несколько пропилов, расположенных с одинаковым шагом. Затем заготовку изгибают и проваривают швы. Места сварки обрабатывают зачистным диском. Прорези можно запаять, если деталь не испытывает заметных нагрузок.
Параметры прорезей можно рассчитать, опираясь на формулу длинны окружности. Рассмотрим изгиб профиля с высотой стенки 20 мм под углом 90º с наружным радиусом 100 мм. При этом длина внешней четверти окружности составит 2 х 3,14 х 100 : 4 = 157 мм. Длина внутренней четверти окружности составит 2 х 3,14 х (100 – 20) : 4 = 125 мм. Разницу этих величин 157 – 125 = 32 мм нужно вырезать. Если мы используем диск толщиной 2,5 мм потребуется 32 : 2,5 = 13 надрезов. В случае 13-ти швов получается 12 сегментов между ними (на один меньше, чем надрезов). Значит на внутреннем участке угла длиной 125 мм нужно проделать 13 надрезов с шагом 125 : 12 = 10,5 мм.
При аккуратном исполнении профиль изгибается точно до соприкосновения кромок прорезей. Остается проконтролировать угол изгиба 90º, заварить и зачистить швы.

Разумеется, для гибки профильных труб можно использовать все рассмотренные выше методы, не прибегая к резке и сварке. Однако все они возможны при изгибании материалов по относительно большим радиусам.
Как управится с черными стальными и нержавеющими трубами
Рассмотрим особенности гибки труб из черной и нержавеющей легированной стали. Например, при изгибании нержавеющего профиля, не допускается применение нагрева из опасения повреждения материала. В этом случае применяют наполнители, то есть песок, замерзшую воду или калибрующую пробку. При этом наполнитель жесткого типа призван сохранить форму изделия, тогда как упругое заполнение сохраняет от растяжения наружную стенку трубы.

При выполнении работ используются различные ограничительные элементы. Чтобы исключить потертости и деформации заготовки, жесткий наполнитель (например, проволоку) и ограничители смазывают машинным маслом.
Особенности изгиба алюминиевых труб
«Дюраль» — относительно твердый и упругий материал, так что гнуть его не просто. Чтобы сделать дюралюминиевый профиль более податливым, заготовку разогревают до 350-400 градусов, а затем охлаждают на воздухе.
Тонкостенные алюминиевые трубы диаметром до 100 мм гнут методом проталкивания между роликами. При этом можно получить не очень точный, но равномерный изгиб радиусом не менее 5 диаметров трубы.

Алюминиевую трубу можно согнуть без трубогиба, если использовать песок в качестве наполнителя. Если необходимо изготовить несколько одинаковых деталей или гнуть толстостенный материал, лучше воспользоваться специальным инструментом. В любом случае работу облегчит применение шаблона для контроля процесса.
Тонкости работы с медью и латунью
В целом, при изгибании как медных, так и латунных труб, применяют те же приемы, что и при работе со стальным профилем. Используются как простейшие приспособления, так и заводские трубогибы. Возможны как «холодные» так и «горячие» технологии. При использовании холодного метода внутреннюю полость трубы заполняют песком.

При выборе второго варианта трубы из меди и латуни предварительно подвергают отжигу при температуре 600-700 градусов. После этого медь охлаждают в воде, а латунь на воздухе. Для обеспечения качественного изгиба внутреннюю полость трубы заполняют расплавленной канифолью. После окончания процесса ее необходимо выплавить.
Гнем полипропиленовую трубу
Полипропиленовые трубы следует выгибать только в том случае, если без этого не обойтись. Тем более, что существуют всевозможные фитинги, позволяющие изменить направление трассы из полипропилена нужным образом. При этом далеко не все материалы допускается подвергать нагреву. Лучше предварительно проверить таковую возможность на обрезках материала.

При использовании горячего метода материал разогревают не более чем до 150 градусов с помощью строительного фена. В любом случае, получить равномерный изгиб невозможно, а его минимальный радиус в восемь раз больше наружного диаметра трубы. Если речь идет о толстостенной трубе, лучше воспользоваться помощью трубогиба.
Изгиб металлопластиковых труб
Трубы из металлопластика любого сечения гнуться руками довольно легко. При этом большие пальцы рук упираются во внутреннюю область изгиба, во избежание перегибов. Максимальная величина закругления не должна превышать 15⁰ на 20 мм длинны.
Наиболее эффективной оснасткой для изгиба полипропиленовых труб считаются пружины. Пружина может надеваться на заготовку, либо вставляться внутрь трубы. При этом ее диаметр должен соответствовать диаметру детали. При отсутствии необходимой оснастки, пружину можно изготовить своими руками.

Пружина, вставленная внутрь, лучше подходит для формирования сложных изгибов. При их выполнении будет полезен шаблон из саморезов, вкрученных в лист толстой фанеры.
Подведем итоги
Изучив вышеизложенное становится понятно, что в домашних условиях возможно выполнить изгиб широкого ассортимента профильного материала. Обобщим полученную информацию:
- — при работе с тонкостенными трубами следует применять пружины и наполнители;
- — при изгибе стальной трубы малого диаметра эффективную помощь оказывает применение газовой горелки;
- — толстостенные стальные трубы с большим радиусом изгиба гнут с применением приспособлений с тремя валками;
- -ряд самодельных устройств не трудно изготовить в условиях домашнего хозяйства;
- — самодельный трубогиб также вполне доступен, при наличии сварочного аппарата и умения им пользоваться.
















